공구사업
Not just a tool, we are a technological innovation.
공구사업
그저 공구가 아니라, 우리는 기술혁신 입니다
HOB
Gear Hob (S.T.D)

- G HOB : FIN 호브라고하며 일반 치형의 표준 호브
- S-TOP : 기어 외경의 면취를 주어서 소음 방지를 위한 호브
- TOP : 소형기어의 양산시 기어의 외경과 치두께를 동시에 관리하기위한 치형의 호브
- STUB : 중저치로 기어의 강도를 높이기 위해서 또는 축간거리를 맞추기 위한 치고를 낮게한 치형
- 수정치형호브 : 외경부위에 간섭(소음)방지를 위한 기어의 인볼류트 곡선을 수정하는 수정치형의 호브
- PSP : SHAVING으로 마루리하기전의 전처리용 호브
- PGP : 기어연마로 마무리하기전의 전처리용 호브
Dry Cutting Hob

-
- 생산성 향상 : 특수재질 고속도강과 복합다층 코팅(Multi layer coating)의 결합으로 종전 2배이상 절삭능력 증대(V=180m/min)
- 원가절감 : 일반코팅 Hob 보다 2배 이상의 획기적인 가공능률 및 Tool Life 증대로 인한 절감효과
- 환경개선 : 무절삭유(건식가공)로 인한 지구환경 개선
- 단점 : 전용 Hobbing M/C 필요함
- 용도 : 자동차 변속 기어 및 건설기계 기어 가공용으로 대량 생산하기 위한 기어가공에 최적
- 적용범위 : M1~M6 (Hobbing M/C의 제조능력에 따라 좌우
초경호브

보통기어는 열처리전에 가공을 하지만 열처리이후에 가공하는 호브를 SKIVING HOB라고합니다. 열처리이후 자동차용 소재는 HRC52-58 이기때문에 매우 경도가 높습니다. 이때 가공할수 있는 호브가 초경재질의 호브입니다. 초경의 재질은 전량 독일에서 수입하고 있으며 특수한 공정으로 장수명의 공구로 사용하게 됩니다.
규격 : M0.5~M5 / 정도 : DIN AAA급
- 특성
-
- 고속절삭속도
- 사이클타임 감축
- 생산성향상
- 고경도의 기어가공
- 재코팅과 치형수정 서비스가능
- 건식가공애 대한 적합성
Roller Chain Sprocket Hob

- ASA Ⅰ형 (KS U형)
- Pn = Hob의 치직각 피치 = 1.011×Chain 피치 Ds = 치저 기준원의 최소직경 = 1.005×로울러경 피치 + 0.076 U = 0.07(Chain 피치 - 로울러경) + 0.051
- ASA Ⅱ형 (KS S형)
- U = 0
우리나라에서 많이 사용되고 있는 것은 JIS B 1801, 1802의 동력용 롤러체인에 규정된 품종입니다. 이것은 미국 규격 ANSI B 29.1을 바탕으로 제정된 것으로서 인치 치수를 밀리 치수로 환산했으므로 완전한 호환성을 가지고 있습니다.
DIN/BS(8180, 8187, 8188)규격은 규격 치수가 다르므로 유의해야 합니다.
- 주문사양
-
- ① 체인의 종류(ASA-Ⅰ.Ⅱ/JIS-S, U/DIN/BS)
- ② 체인의 피치, ③ 로울러경, ④ 체인번호, ⑤ User 기계의 Arbor 사양
Timing Pulley Hob

- Pulley Gear의 일반적인 공식
- m = CP÷π
PCD = m X Z
OD = PCD-(CK X 2)
- 주문사양
-
- ① BELT 규격(PITCH & TYPE), ② BELT 제조 메이커, ③ PULLEY 잇수,
- ④ PULLEY 형상(상세도), ⑤ HOB 크기(외경×전장×내경)
같은 Timing 규격이라도 Belt 제조사에 따라 Pulley 치형(치고)이 다르므로 주문시 유의해야 합니다.
Parallel Side Spline Hob

각 스프라인 호브로서 1형(경하중용)과 2형(중하중용)이 있다.
- 주문사양
-
- ① 각 SP기어의 외경 및 공차
- ② 각 SP기어의 저경 및 공차
- ③ 각 SP의 폭 및 공차
- ④ 각 SP의 잇수
- ⑤ 각 SP의 면취량 및 LUG량
- ⑥ 각 SP의 연마량(외경, 저경, 폭)
Worm Wheel & Shaft

Worm Hob는 Worm shaft의 사양에 의해 결정되고 있어 표준화 되어있는 공구는 없다. 보통 일반적으로 Hob 제작은 "ZK" Type 으로 제작되고 있다. 또한 Worm Hob 는 Worm Shaft 와 Worm Wheel의 규격에 따라 Hob 크기 등이 결정되므로 주문 시 정확한 사양을 제공하여야 원하는 사양대로 제작될 수 있다.
- 주문사양
-
- ① 축방향 모듀율 또는 치방향 모듀율, DP
- ② 압력각(치직각, 축직각)
- ③ 웜의 외경 또는 피치원직경
- ④ 웜의 Lead Angle
- ⑤ 웜의 줄수 및 방향
- ⑥ Shank Type 일 경우 Shank의 규격
- ⑦ Worm과 Worm Wheel 의 표준 접촉율은 보통 20~30%를 적용하며 우도와 같이 Bore Type
또는 Shank Type을 선정할 수도 있다.
- ■ CAVEX WORM - 치형의 제조사마다 다르므로 치형에 대한 사양을 주문시 별도로 상담하셔야 합니다
- ■ HOB의 외경은 WORM의 외경에 의해 결정되기 때문에 Arbor Type Hob로 설계가 불가능 할때가 있습니다. 이에 Arbor 일체된 HOB를 설계할 경우 Arbor부분의 치수, Hobbing M/C의 TAPER, Setting Bolt의 규격, 호브의 회전방향과 Hobbing M/C 의 Arbor 접속부분이 좌·우인지 사양을 정확히 해야 합니다.
Involute Spline Hob
동일회전 방향으로 동력 전달시 Spline기어를 사용합니다.
치형은 인볼류트 치형이며 Module의 크기에 따라 각국이 규격을 제정하여 사용하고 있기 때문에 주문시 정확한 사양을 재고해야 합니다.
▲ 치면맞춤 ▲ 대경맞춤
예) DIN 5480: 독일공업 Spline 규격 (압력각 30°)
ANSI B92.2: 미국/Inch계 규격
JIS/KS: D2001, B1603규격
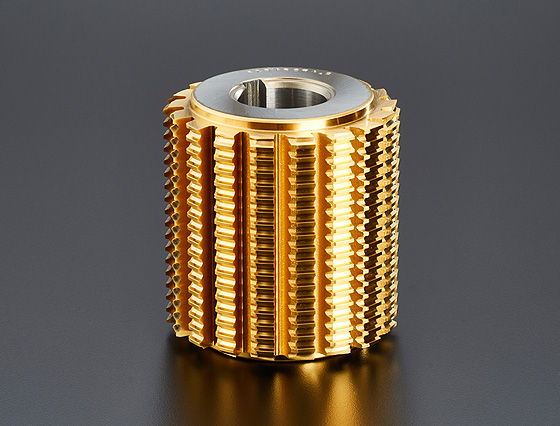
Heavy Cutting Hob

두개의 밀링각을 가진 호브로 동일 외경상에 호브 날수를 2배로 설계하여
칩두께와 절삭부하를 줄여 생산성을 높일 수 있는 호브
- 특성
-
- 가공시간 단축 : Hob 날수 증가로 인한 고속가공 가능
- 절삭부하 감소 : Hob 절삭날 기존 2배로 Hob 치끝 마모 및 과부하 감소
- 원가절감 : Cycle Time 단축 및 Tool Life 증가로 생산성 향상
- 용도
-
- 대형 Gear(모듀율 7이상) 및 잇수 많은 Gear 치절 시 효과가 매우 좋음